


 QQ咨詢:260200500
QQ咨詢:260200500
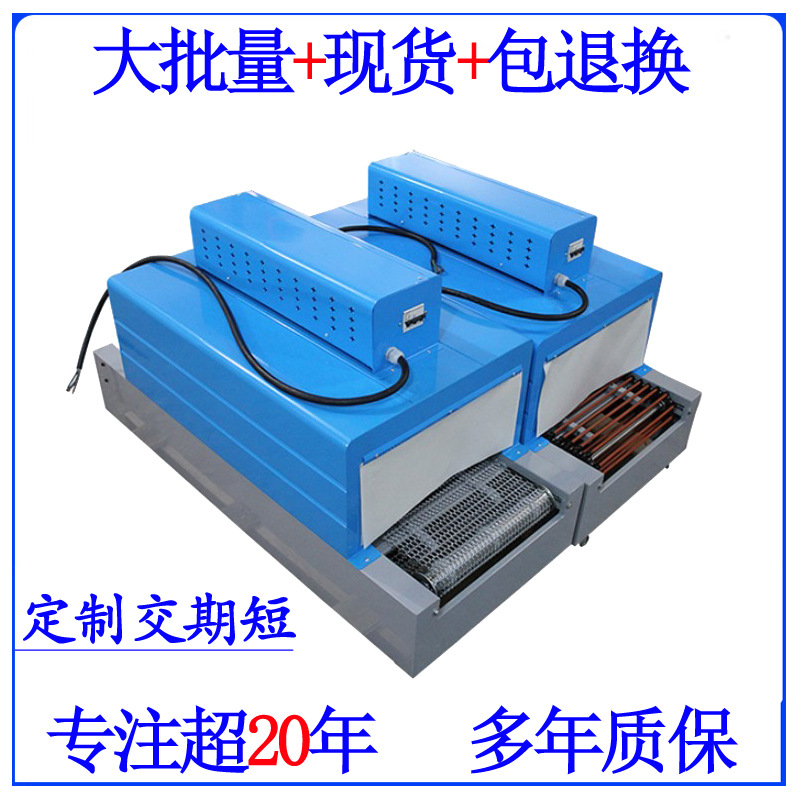
電加熱流水線烘道采用加熱管外置式加熱,將電能轉化為熱能,熱量經低噪音高壓風機吹入進風道,傳入箱內,形成熱風循環, 箱體設有對流攪拌技術,溫度非常均勻,具有自動控溫,調速,故障報警等特點,使用安全,方便,環保,節能等優點。
電加熱流水線烘道內采用優質鍍鋅板(不銹鋼板),外壁采用優質不銹鋼板或者冷板制作,大梁用后成型鋼板制作,保溫層采用纖維石棉保溫,電加熱管為耐高溫不銹鋼無縫鋼管,結晶氧化鎂粉做絕緣,風機采用低噪聲高壓離心風機,保溫采用硅酸鋁纖維棉,網帶為優質鐵氟龍耐高溫網帶,不銹鋼網帶等,另有控制器,調速器,低壓電器控制系統等控制系統部分。
烘道的種類很多,流水線烘道,紅外熱風高溫烘道,熱風循環烘道,軟管定型烘道,懸掛式烘道等。不同烘道有不同的工藝,實現不同的適用范圍和作用。

精確控溫系統:PID微電腦控制,具有溫度自整定功能;采用SSR固態繼電器輸出,可根據溫度偏差的大小控制,其加熱功率的大小,使溫度更加精準,內部溫差±3度;
遠紅外加熱系統:循環風設計,內部各點溫度均勻一致;
輸送系統:采用變頻調速,按需要隨意調整,始終保持平穩運行。











1、我公司產品非標定制,以上產品價格、屬性僅供參考;下單前請告訴我們詳細的工藝參數,我公司免費提供產品的技術咨詢,免費設計產品方案。
2、受市場價格影響,以上產品價格均為參考價格,詳情請以來電或旺旺咨詢價格為準。

其他答案1:
機械框架系統,熱工系統,傳動系統,氣氛系統,電氣控制系統
其他答案2:
加熱部分,傳送部分,驅動部分 支架部分 控制部分
最佳回答:
回流焊爐。
帶傳送裝置的鏈式隧道爐,通常有7個以上溫區。隧道內保持高純氮氣保護,及氫氣或草酸氣,一般要求氧含量低于400ppm。高級的回流焊爐還有真空環節。
回流焊的作用是把晶粒和基板、其它零部件連接。
最佳回答:
不銹鋼加熱管是通過強迫對流的方式對流體進行加熱的。材質是不銹鋼材質不即在加熱器一頭用泵把流體泵進加熱腔,經加熱后,在加熱器另一頭流出,是一種通過泵強制循環的一種加熱方式,與傳統的加熱方式相比較,節能顯著、工藝科學、安裝使用方便、具有明顯的經濟效益。 產品特點: 1.體積小,功率大:該電加熱器內部主要采用集束式管狀加熱元件,每一集束式管狀電熱元件最大功率達5000KW。 2.熱響應快,控溫精度高,綜合熱效率高。 3.應用范圍寬,適應性強:該循環式加熱器可適用于防爆或普通場合,它的防爆等級可達B 級和C 級,它的耐壓可達20Mpa。并可根據用戶需要筒體采用立式或臥式安裝。 4.加熱溫度高:該加熱器設計最高工作溫度可達850℃,這是一般換熱器所不能得到的。 5.全自動化控制:通過該加熱器電路設計,可方便實現出口溫度、壓力、流量等參數自動控制,并可與計算機聯網,實現人機對話。 6.壽命長,可靠性高:該加熱器采用特殊電熱材料制造,加上設計功率負荷均較合理,加熱器采用多重保護,使得本加熱器安全性和壽命大大增加。 7.不銹鋼電熱管是以金屬管為外殼,沿管內中心軸向均布螺旋電熱合金絲(鎳鉻、鐵鉻合金)其空隙填充壓實具有良好絕緣導熱性能的氧化鎂砂,管口兩端用硅膠或陶瓷密封,這種金屬鎧裝電熱元件可以加熱空氣,金屬模具和各種液體。]在耐高溫不銹鋼無縫管內均勻地分布高溫電阻絲,在空隙部分致密地填入導熱性能和絕緣性能均良好的結晶氧化鎂粉,這種結構不但先進,熱效率高,而且發熱均勻,當高溫電阻絲中有電流通過時,產生的熱通過結晶氧化鎂粉向金屬管表面擴散,再傳遞到被加熱件或空氣中去,達到加熱的目的。 ……………………….. 紅外線加熱器的節能原理 遠紅外線加熱器 傳熱學基本理論: 1.不同特性的物體發射的紅外線特性(波長)不同,不同特性的紅外線易為特性相同的物體所接收–即固體物質發射的紅外線易被固體吸收,不易被氣體吸收。 2.熱能傳遞的形式:幅射、傳導、對流。 3.熱能在高溫下主要(90%)以幅射的形式傳遞,其幅射強度與溫度的四次方成正比。 4.幅射熱能的吸收能力與受熱物體的表面黑度成正比。 5.受熱物體的熱能傳導強度與(該物體表面和內部的)溫度梯度成正比,與熱阻成反比。 電熱涂料的節能原理: 電熱涂料固化后形成牢固涂層,該涂層因其表面黑度高,故能吸收大量的輻射熱能,又因其發射率高故能將吸收的輻射熱能轉換成物體易吸收的遠紅外熱能以電磁波的形式傳遞.微米級電熱涂料的涂層厚、熱阻大、反射率高,用于烘箱板表面,將散失的熱能轉換成遠紅外熱能以電磁波的形式輻射烘箱內,為烘箱內的被加熱物體,所吸收,而不易被潮氣吸收,從而將熱能留在烘箱內,不僅降低了排潮溫度,而且使烘箱內的溫度升高,使烘箱內的溫度得到了充分的利用.納米級電熱涂料的涂層薄、熱阻小,用于烘箱中受熱導溫的金屬材料表面,在傳熱過程中,該涂料層不僅將吸收的輻射熱能轉換成遠紅外熱能傳遞,其自身變成遠紅外輻射熱源,而且也因其表面溫度的提高,導致溫度梯度增大,使被加熱物體的熱能傳導強度增強,吸熱能力大大提高.總之,通過電熱涂料將幅射熱能轉換成遠紅外熱能產生的直接作用是:提高了烘箱的溫度,降低了排潮損失的溫度,增強了被加熱物體的熱能吸收速度;減少了熱能損失,達到節能的目的。 紅外線的名詞解釋: 紅外線是太陽光線中眾多不可見光線中的一種,由英國科學家霍胥爾于1800年發現,又稱為紅外熱輻射,他將太陽光用三棱鏡分解開,在各種不同顏色的色帶位置上放置了溫度計,試圖測量各種顏色的光的加熱效應。結果發現,位于紅光外側的那支溫度計升溫最快。因此得到結論:太陽光譜中,紅光的外側必定存在看不見的光線,這就是紅外線。也可以當作傳輸之媒界。 太陽光譜上紅外線的波長大于可見光線,波長為0.75~1000μm。紅外線可分為三部分,即近紅外線,波長為0.75~1.50μm之間;中紅外線,波長為1.50~6.0μm之間;遠紅外線,波長為6.0~l000μm 之間。 紅外線的物理性質: 在光譜中波長自0.76至400微米的一段稱為紅外線,紅外線是不可見光線。所有高于絕對零度(-273℃)的物質都可以產生紅外線。現代物理學稱之為熱射線。醫用紅外線可分為兩類:近紅外線與遠紅外線。 近紅外線或稱短波紅外線,波長0.76~1.5微米,穿入人體組織較深,約5~10毫米;遠紅外線或稱長波紅外線,波長1.5~400微米,多被表層皮膚吸收,穿透組織深度小于2毫米。 …………… 石英加熱器 云母,石英加熱器 技術特征: 1.耐溫高。云母板可耐600℃高溫。 2.絕緣性能好。絕緣電阻大于100MΩ。 3.重量輕,厚度薄。體積小,功率大。 4. 可根據需要方便、容易地設計成各種型狀,成本低。 應用場合: 1.廣泛應用于家用電器中,如電飯煲、微波爐,電子消毒柜,電吹風、電熨斗等 2.普遍應用于各種機器設備上作加熱部件,如過塑機、復印機、打印機、傳真機等。 3. 各種工業和農業的加熱場合,如模具加熱,塑料機械,及其它取暖、干燥裝置。 性能指標: 1. 絕緣電阻:≥100 MΩ。 2. 耐壓:1500V/1min。 3.耐溫:600℃。 4. 功率偏差范圍:±5%。 技術參數: 序號 參數 選擇范圍 1 電壓 ≤380V 2 功率 100~1000W 3 工作溫度 -20~600℃ 4 型狀尺寸 根據客戶需求設計。………………陶瓷電加熱器 陶瓷電加熱器是一種高效熱分部均勻的加熱器,熱導性極佳的金屬合金,確保熱面溫度均勻,消除了設備的熱點及冷點。具有長壽命、保溫性能好、機械性能強、耐腐蝕、抗磁場等優點。 一種是將合金絲穿繞于小陶瓷方塊中,外部包以不銹鋼外殼而成。廣泛應用于塑料機械、化纖機械。 另一種是將合金絲澆鑄在石英玻璃為原材料的半導體中。具有耐高溫(可達1200度)、防腐、美觀耐磨的特點。廣泛應用于高溫采暖爐、半導體工程、玻璃、陶瓷及電線工程中。 陶瓷電加熱器有圈型和板狀等規格,工作可靠壽命長、堅固耐用,節約能源,具有安裝靈便、耐高溫、傳熱快、絕緣良好、制作不受型號和規格大小的限制等優點。可根據用戶需求的接線方式,電壓從36V、110V、180V、220V、380V ,最高功率負載每平方6.5W ,與傳統電熱器相比較能量消耗可降低30%.。各有各的特點 各有各的不同和用處啦 ??真誠的祝福你在??生活路上:一帆風順,開心快樂,永遠幸福
其他答案1:
IR烘干線/隧道式烘干線
本設備結構先進、拆裝簡便、外形美觀。選用國內新型保溫材料、隔熱保溫性強、選用遠紅外加熱技術,加熱元件布置合理,能源消耗低。采用熱風循環,使上下溫度更均勻,確保烤箱產品質量。電控柜采用先進數顯自動控溫系統,在50-200度之間可任意調節,反應靈敏,工作可靠。可根據用戶產品要求,設計制造各種非標烘箱及通過式烘道流水線。
性能特點
精確控溫系統:PID微電腦控制,具有溫度自整定功能;采用SSR固態繼電器輸出,可根據溫度偏差的大小控制其加熱功率的大小,使溫度更加精準,內部溫差±3度。
遠紅外加熱系統;循環風設計,內部各點溫度均勻一致
輸送系統:采用變頻調速,按需要隨意調整,始終保持平穩運行;
主要參數
溫區:根據具體要求定
設定溫度:室溫~250℃
輸送寬度:根據產品要求設計
加熱方式:熱風循環
電源:380V
外型尺寸:根據產品要求設計
設備特點:環型、臺車式、鏈板、網帶、皮帶式輸送、發熱管加熱、隧道式烘干、變頻調速等用于五金、塑膠、油漆、燈飾,電子、家電,絲印等行業的加熱烘干,隧道烘爐的流水作業工作系統。還可按客戶要求特殊設計,以滿足各類客戶的各種要求
其他答案1:
輸送帶電機故障,或者傳動軸打滑
最佳回答:
汽車空調系統中的冷凝器目前主要采用平流式冷凝器,其它低端的還有套片式冷凝器、管帶式冷凝器。
目前的多元平行流冷凝器是指冷媒的回路不是單一的一個循環,而是經過多個回路循環的。
冷凝器的制作過程包括鋁管的加工和定型、管路的裝配、散熱翅片的加工、接頭的加工或定制、成品的焊接(釬焊)和產品檢漏及表面處理等。
下面介紹一下最重要的管材加工和釬焊工藝:
平流式冷凝器采用扁管,制冷劑由管接頭進入圓柱形集管,然后分流進入橢圓扁管,平行的流到對面的集管,最后通過跨接管回到管接頭座。扁管之間嵌有散熱片。這種冷凝器具有空氣側和制冷劑側的壓力損失小、傳熱系數高、重量輕、結構緊湊和制冷劑充灌量少等特點,更適合于R134a工質。據文獻介紹,與管帶式冷凝器相比,在制冷劑相同的情況下,平流式的制冷劑側壓力降只是管帶式的20%,而換熱性能卻能提高約70%。
由于平行流鋁扁管能夠承載較高的工作壓力和較大的散熱量,該鋁扁管在經過表面在線噴鋅處理后,能夠同時具有與翅片的可焊合性能和良好的防腐蝕性能,成為新型制冷劑的最佳選擇。該產品材質牌號基本為純鋁,如1200或D97等,目前的生產方式有鑄棒擠壓和鋁桿連續擠壓兩種,生產步驟為:擠壓->噴鋅->盤管->矯直和無屑切割。
目前僅歐洲、日本能夠生產質量較好的平行流鋁扁管,韓國在近兩年也具備了一定的生產能力,國內則主要有少數幾家工廠采用Conform機鋁桿連續擠壓的方式進行生產,但是這種方式生產的平行流鋁扁管由于其雜質含量高,因此質量上不是很好。
釬焊技術:是采用比母材熔點低的材料作釬料,將焊件和釬料加熱到高于釬料熔點但低于母材熔化的溫度(使母材仍保持為固態),利用液態釬料的潤濕作用填充接頭間隙,與母材相互擴散實現被焊工件連接的一種方法。鋁合金比強度高、導熱性好、耐腐蝕、易成形,是制造熱交換器的理想材料。為減輕重量,提高換熱效率,轎車空調熱交換器普遍采用管帶式、平流式和層疊式等全鋁熱交換器。鋁熱交換器生產的關鍵技術是釬焊,無腐蝕性釬焊方法有釬劑爐中釬焊(以下簡稱釬焊)和真空釬焊,釬焊主要用于管帶式和平流式冷凝器的大規模釬焊。
釬焊爐
釬焊爐有連續隧道爐和分批式單室爐兩種類型,保護氣氛可采用靜態或強迫對流方式,國內引進的釬焊爐都是靜態氣氛隧道爐。隧道爐一般由釬劑涂敷裝置(噴淋室)、干燥室(烘干爐)、釬焊室、水冷罩室、空冷室幾部分組成。釬劑涂敷裝置依靠傳送帶運輸,對熱交換器噴涂釬劑懸浮液,然后吹除多余的液體。干燥室在200℃左右烘干釬劑。釬焊室為整體不銹鋼馬弗結構,馬弗進口端固定,出口端浮動,不銹鋼網帶從馬弗內穿過,馬弗內為氮氣保護環境,工件在馬弗內完成釬焊。氮氣從工件升溫到釬焊溫度的那一段進入馬弗,向釬焊室進出口方向排出,同時釬焊室進出口處用大流量氮氣隔離車間氣氛。馬弗上下布置電加熱元件,分區PID控制,四周為絕熱層和外部鋼殼。水冷罩室和空冷室位于釬焊室的尾部,釬焊后的熱交換器先后經過水冷罩室和空冷室,被冷卻至室溫。



最佳回答:
一個食品店,味道是贏得絕對競爭的優勢,那么想要味道好,那么選擇食品烘焙設備 要格外注意了
其他答案1:
需要耐高溫多少度的?
庫耳實業(上海)有限公司
最佳回答:
高溫隧道爐不轉動有很多原因的,如果您有圖片可以附帶圖片,這樣可以更好的分析是哪個地方出了問題
其他答案1:
付電話費貴航股份
其他答案2:
謝謝
感覺這樣的提問是沒有意義的
還是自己找下資料吧