| 產(chǎn)品規(guī)格及說(shuō)明 | |
|---|---|
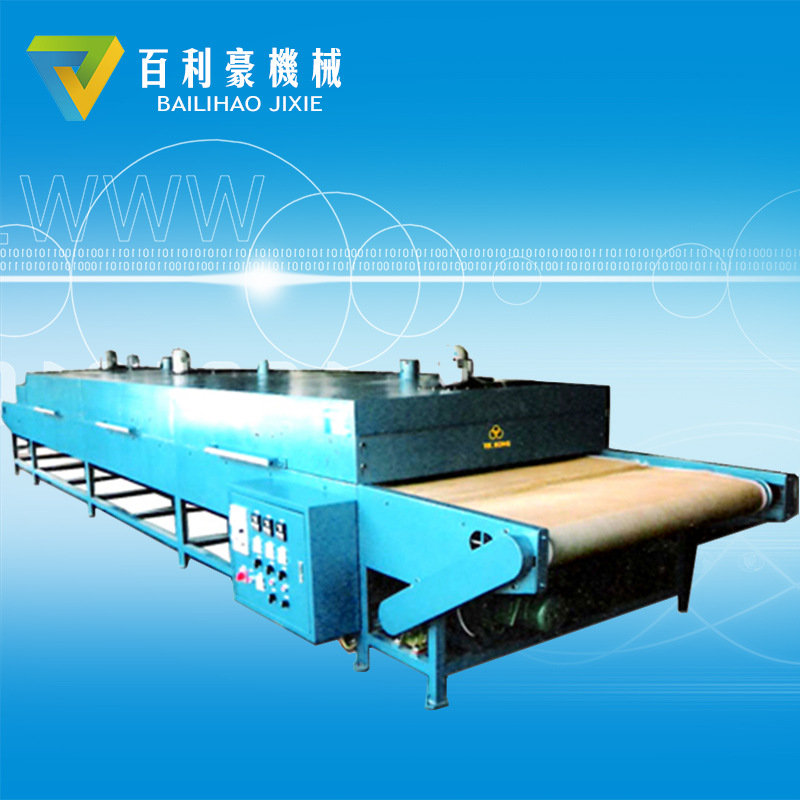
| 設(shè)備品牌:帝龍 | 設(shè)備型號(hào):YT-450*600型 |
| 訂購(gòu)價(jià)格:電話/面議 | 交貨日期:3~30/工作日 |
| 是否進(jìn)口:否 | 加工定制:是 |
| 總功率:1.5KW | 重量:60(Kg) |
| UV主峰波長(zhǎng):365 | 規(guī)格:單燈,雙燈 |
| 外形尺寸:450*600*700MM(寬*長(zhǎng)*高) | |
| 產(chǎn)品標(biāo)簽:紫外線光固化機(jī),光固化機(jī),油墨固化設(shè)備,抽屜式光固化機(jī),uv光固化機(jī) | |
| 咨詢熱線:13715339029 | 售后服務(wù):13715339029 |
| 技術(shù)咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |















最佳回答:
光固化指單體、低聚體或聚合體基質(zhì)在光誘導(dǎo)下的固化過(guò)程。
光固化技術(shù)應(yīng)用在以下一些行業(yè):
光固化涂料和光固化油墨相對(duì)于傳統(tǒng)的涂料、油墨來(lái)說(shuō)主要優(yōu)勢(shì)就是環(huán)保,這是由于采用了活性稀釋劑調(diào)節(jié)黏度,其有機(jī)揮發(fā)性組分含量極低。非光固化的涂料或油墨也有環(huán)保型的,例如水性涂料和水性油墨,雙組分熱固化涂料、粉末涂料等。相對(duì)于這些應(yīng)用來(lái)說(shuō),光固化技術(shù)的優(yōu)勢(shì)就在于快速、低能耗。一些應(yīng)用技術(shù)是把光固化技術(shù)和其他技術(shù)結(jié)合起來(lái),例如光固化水性涂料、光固化粉末涂料,使其優(yōu)勢(shì)更加突出。
光固化保護(hù)套。光固化保護(hù)套應(yīng)用在石油管道定向鉆穿越時(shí),用于保護(hù)外防腐層不受破壞 。
在其他一些領(lǐng)域的應(yīng)用,例如光固化膠粘劑、光刻膠、激光三維成像、三維造型等,則更看重光固化技術(shù)的快速的特點(diǎn):
光固化技術(shù)在3d打印機(jī)方面也日益重要,(桌面光固化打印機(jī))其原理是聚合物單體與預(yù)聚體組成光引發(fā)劑 (光敏劑),簡(jiǎn)稱(szg-3d)經(jīng)過(guò)UV光(例如,250-405 nM波長(zhǎng))照射后,引起聚合反應(yīng),完成固化, 樹(shù)脂固化過(guò)程中產(chǎn)生收縮,不可避免地會(huì)產(chǎn)生應(yīng)力或引起形變。因此開(kāi)發(fā)收縮小、固化快、強(qiáng)度高的光敏材料是其發(fā)展趨勢(shì).
其他答案1:
光固化成型的概念
光固化成型的原理
光固化成型的應(yīng)用
光固化成型的優(yōu)勢(shì)與缺憾
光固化成型的發(fā)展前景
"Stereo lithography Appearance"的縮寫,即立體光固化成型法.
用特定波長(zhǎng)與強(qiáng)度的激光聚焦到光固化材料表面,使之由點(diǎn)到線,由線到面順序凝固,完成一個(gè)層面的繪圖作業(yè),然后升降臺(tái)在垂直方向移動(dòng)一個(gè)層片的高度,再固化另一個(gè)層面.這樣層層疊加構(gòu)成一個(gè)三維實(shí)體.
光固化快速成型制造技術(shù)不同于傳統(tǒng)的材料去除制造方法,它的成型原理[6~8]是:SLA將所設(shè)計(jì)零件的三維計(jì)算圖像數(shù)據(jù)轉(zhuǎn)換成一系列很薄的模型截面數(shù)據(jù),然后在快速成型機(jī)上,用可控制的紫外線激光束,按計(jì)算機(jī)切片軟件所得到的每層薄片的二維圖形輪廓軌跡,對(duì)液態(tài)光敏樹(shù)脂進(jìn)行掃描固化,形成連續(xù)的固化點(diǎn),從而構(gòu)成模型的一個(gè)薄截面輪廓。下一層以同樣的方法制造。該工藝從零件的最底薄層截面開(kāi)始,一次一層連續(xù)進(jìn)行,直到三維立體模型制成。一般每層厚度為0.076~0.381mm,最后將制品從樹(shù)脂液中取出,進(jìn)行最終的硬化處理,再打光、電鍍、噴涂或著色即可。圖1所示為SLA控制原理示意圖。
要實(shí)現(xiàn)光固化快速成型,感光樹(shù)脂的選擇也很關(guān)鍵。它必須具有合適的粘度,固化后達(dá)到一定的強(qiáng)度,在固化時(shí)和固化后要有較小的收縮及扭曲變形等性能。更重要的是,為了高速、精密地制造一個(gè)零件,感光樹(shù)脂必須具有合適的光敏性能,不僅要在較低的光照能量下固化,且樹(shù)脂的固化深度也應(yīng)合適。
2 成型過(guò)程及控制
光固化快速成型的過(guò)程分為前處理、分層疊加成型及后處理三個(gè)階段,具體步驟如圖2所示。
快速成型機(jī)只能接受計(jì)算機(jī)構(gòu)造的三維模型,然后才能進(jìn)行切片處理。因此,應(yīng)在計(jì)算機(jī)上采用計(jì)算機(jī)三維輔助設(shè)計(jì)軟件,根據(jù)產(chǎn)品的要求設(shè)計(jì)三維模型或?qū)⒁延挟a(chǎn)品的二維三視圖轉(zhuǎn)換成三維模型。
(2) 對(duì)樣品形狀及尺寸設(shè)計(jì)進(jìn)行直觀分析
在新產(chǎn)品設(shè)計(jì)階段,雖然可以借助設(shè)計(jì)圖紙和計(jì)
算模擬對(duì)產(chǎn)品進(jìn)行評(píng)價(jià),但不直觀,特別是形狀
復(fù)雜產(chǎn)品,往往因難于想象其真實(shí)形貌而不能作
出正確、及時(shí)的判斷。采用SLA可以快速制造樣
品,供設(shè)計(jì)者和用戶直觀測(cè)量,并可迅速反復(fù)修
改和制造,可大大縮短新產(chǎn)品的設(shè)計(jì)周期,使設(shè)計(jì)符合
預(yù)期的形狀和尺寸要求。
(3) 用SLA制件進(jìn)行產(chǎn)品性能測(cè)試與分析
在塑料制品加工企業(yè),由于SLA制件有較好的機(jī)械性能,可用于制品的部分性能測(cè)試與
光固化成型的優(yōu)勢(shì)
1. 光固化成型法是最早出現(xiàn)的快速原型制造工藝,成熟度高,經(jīng)過(guò)時(shí)間的檢驗(yàn).
2. 由CAD數(shù)字模型直接制成原型,加工速度快,產(chǎn)品生產(chǎn)周期短,無(wú)需切削工具與模具.
3.可以加工結(jié)構(gòu)外形復(fù)雜或使用傳統(tǒng)手段難于成型的原型和模具.
4. 使CAD數(shù)字模型直觀化,降低錯(cuò)誤修復(fù)的成本.
5. 為實(shí)驗(yàn)提供試樣,可以對(duì)計(jì)算機(jī)仿真計(jì)算的結(jié)果進(jìn)行驗(yàn)證與校核.
6. 可聯(lián)機(jī)操作,可遠(yuǎn)程控制,利于生產(chǎn)的自動(dòng)化
光固化成型的缺憾
1. SLA系統(tǒng)造價(jià)高昂,使用和維護(hù)成本過(guò)高.
2. SLA系統(tǒng)是要對(duì)液體進(jìn)行操作的精密設(shè)備,對(duì)工作環(huán)境要求苛刻.
3. 成型件多為樹(shù)脂類,強(qiáng)度,剛度,耐熱性有限,不利于長(zhǎng)時(shí)間保存.
4. 預(yù)處理軟件與驅(qū)動(dòng)軟件運(yùn)算量大,與加工效果關(guān)聯(lián)性太高.
5. 軟件系統(tǒng)操作復(fù)雜,入門困難;使用的文件格式不為廣大設(shè)計(jì)人員熟悉.
6. 立體光固化成型技術(shù)被單一公司所壟斷.
光固化成型的發(fā)展前景
立體光固化成型法的的發(fā)展趨勢(shì)是高速化,節(jié)能環(huán)保與微型化.
不斷提高的加工精度使之有最先可能在生物,醫(yī)藥,微電子等領(lǐng)域大有作為.

最佳回答:
研磨機(jī)吧,將防沉劑氣相二氧化硅均勻地分散于樹(shù)脂與單體中
其他答案1:
我之前做實(shí)驗(yàn)是直接加到樹(shù)脂和單體中的,然后高速分散就可以了。
最佳回答:
CLI(Common Layer Interface)格式。CLI是歐洲快速成型行動(dòng)組織支持的一種格式。它試圖克服STL格式的局限性,能為各種RP系統(tǒng)所采用。CLI格式是RP系統(tǒng)分層制造技術(shù)中幾何數(shù)據(jù)輸入的一種通用格式,廣泛地被各種RP系統(tǒng)所采用。它試圖用一種簡(jiǎn)單、高效和準(zhǔn)確的格式將基于二維半分層描述的數(shù)據(jù)輸入各種分層制造系統(tǒng)。它與成形機(jī)類型無(wú)關(guān),格式的必備部分也與應(yīng)用無(wú)關(guān)。CLI格式可以在各種應(yīng)用中使用而不丟失重要信息,并且在不同的應(yīng)用中轉(zhuǎn)換時(shí)也不丟掉數(shù)據(jù)。適合于光固化成形(SL)、激光選擇性粉末燒結(jié)成形(SLS)、薄材疊層成形(LOM)、容絲沉積成形(FDM)及其他分層制造系統(tǒng)。
CLI(Common Layer Interface)稱為通用分層界面,它是在LEAF基礎(chǔ)上結(jié)合了許多RP工藝的具體要求而實(shí)現(xiàn)的。CLI格式較好地處理每層中分層輪廓的內(nèi)外環(huán)和相應(yīng)的填充線表達(dá),具有廣泛的適應(yīng)性。與采用STL文件的三維表示不同,CLI文件是在不同層表示的一種模型。每一層是介于兩個(gè)平行截面之間的體,具有一定的厚度和內(nèi)外輪廓線,并具有一定的填充形式。內(nèi)外輪廓線定義了每一層內(nèi)固態(tài)材料的邊界,使用多義線來(lái)表示的,正確的輪廓是封閉的,并且無(wú)自相交和與其他輪廓線相交的現(xiàn)象。在CLI中填充線由一系列獨(dú)立的直線段構(gòu)成,每條填充線由其端點(diǎn)坐標(biāo)表示。
CLI文件格式有ASCII格式和二進(jìn)制格式兩種。
其他答案1:
magics軟件支持
最佳回答:
目前快速成型主要工藝方法。本文僅介紹目前工業(yè)領(lǐng)域較為常用的工藝方法。
1熔積成型法(Fused DePOSTTTION Modeling)
在熔積成型法( FDM)的過(guò)程中,龍門架式的機(jī)械控制噴頭可以在工作臺(tái)的兩個(gè)主要方向移動(dòng),工作臺(tái)可以根據(jù)需要向上或向下移動(dòng)。熱塑性塑料或蠟制的熔絲從加熱小口處擠出。最初的一層是按照預(yù)定的軌跡以固定的速率將熔絲擠出在泡沫塑料基體上形成的。當(dāng)?shù)谝粚油瓿珊螅ぷ髋_(tái)下降一個(gè)層厚并開(kāi)始迭加制造一層。FDM工藝的關(guān)鍵是保持半流動(dòng)成型材料剛好在熔點(diǎn)之上,通常控制在比熔點(diǎn)高1℃左右。
FDM制作復(fù)雜的零件時(shí),必須添加工藝支撐。下一層熔絲將鋪在沒(méi)有材料支撐的空間。解決的方法是獨(dú)立于模型材料單獨(dú)擠出一個(gè)支撐材料,支撐材料可以用低密度的熔絲,比模型材料強(qiáng)度低,在零件加工完成后可以將它拆除。
在FDA4機(jī)器中層的厚度由擠出絲的直徑?jīng)Q定,通常是從0. 50mm到0. 25mm(從0. 02in到0. O1 in)這個(gè)值代表了在垂直方向所能達(dá)到的最好的公差范圍。在x-y平面,只要熔絲能夠擠出到特征上,尺寸的精確度可以達(dá)到0. 025mm(O.OO1in)。
FDM的優(yōu)點(diǎn)是材料的利用率高,材料的成本低,可選用的材料種類多,工藝干凈、簡(jiǎn)單、易于操作且對(duì)環(huán)境的影響小。缺點(diǎn)是精度低,結(jié)構(gòu)復(fù)雜的零件不易制造,表面質(zhì)量差,成型效率低,不適合制造大型零件。該工藝適合于產(chǎn)品的概念建模以及它的形狀和功能測(cè)試,中等復(fù)雜程度的中小成型,由于甲基丙烯酸ABS材料具有較好的化學(xué)穩(wěn)定型,可采用伽馬射線消毒,特別適于醫(yī)用。
2光固化法(Stereolithography )
光固化法是目前應(yīng)用最為廣泛的一種快速成型制造工藝,它實(shí)際上比熔積法發(fā)展的還早。光固化采用的是將液態(tài)光敏樹(shù)脂固化(硬化)到特定形狀的原理。以光敏樹(shù)脂為原料,在計(jì)算機(jī)控制下的紫外激光按預(yù)定零件各分層截面的輪廓為軌跡對(duì)液態(tài)樹(shù)脂逐點(diǎn)掃描,使被掃描區(qū)的樹(shù)脂薄層產(chǎn)生光聚合反應(yīng),從而形成零件的一個(gè)薄層截面。
成型開(kāi)始時(shí)工作臺(tái)在它的最高位置(深度a),此時(shí)液面高于工作臺(tái)一個(gè)層厚,零件第一層的截面輪廓進(jìn)行掃描,使掃描區(qū)域的液態(tài)光敏樹(shù)脂固化,形成零件第一個(gè)截面的固化層。然后工作臺(tái)下降一個(gè)層厚,使先固化好的樹(shù)脂表面再敷上一層新的液態(tài)樹(shù)脂然后重復(fù)掃描固化,與此同時(shí)新固化的一層牢固地粘接在前一層上,該過(guò)程一直重復(fù)操作到達(dá)到b高度。此時(shí)已經(jīng)產(chǎn)生了一個(gè)有固定壁厚的圓柱體環(huán)形零件。這時(shí)可以注意到工作臺(tái)在垂直方向下降了距離ab。到達(dá)b高度后,光束在x-y面的移動(dòng)范圍加大從而在前面成型的零件部分上生成凸緣形狀,一般此處應(yīng)添加類似于FDM的支撐。當(dāng)一定厚度的液體被固化后,該過(guò)程重復(fù)進(jìn)行產(chǎn)生出另一個(gè)從高度b到c的圓柱環(huán)形截面。但周圍的液態(tài)樹(shù)脂仍然是可流動(dòng)的,因?yàn)樗](méi)有在紫外線光束范圍內(nèi)。零件就這樣由下及上一層層產(chǎn)生。而沒(méi)有用到的那部分液態(tài)樹(shù)脂可以在制造別的零件或成型時(shí)被再次利用。可以注意到光固化成型也像FDM成型法一樣需要一個(gè)微弱的支撐材料,在光固化成型法中,這種支撐采用的是網(wǎng)狀結(jié)構(gòu)。零件制造結(jié)束后從工作臺(tái)上取下,去掉支撐結(jié)構(gòu),即可獲得三維零件。
光固化成型所能達(dá)到的最小公差取決于激光的聚焦程度,通常是0.00125mm(0.0005in)。傾斜的表面也可以有很好的表面質(zhì)量。光固化法是第一個(gè)投人商業(yè)應(yīng)用的RF(快速成型)技術(shù)。目前全球銷售的SL(光固化成型)設(shè)備約占Rl'設(shè)備總數(shù)的70%左右。SL(光固化成型)工藝優(yōu)點(diǎn)是精度較高,一般尺寸精度控制在10. 1 mm;表面質(zhì)量好,原材料的利用率接近100%,能制造形狀特別復(fù)雜、特別精細(xì)的零件,設(shè)備的市場(chǎng)占有率很高。缺點(diǎn)是需要設(shè)計(jì)支撐,可以選擇的材料種類有限,容易發(fā)生翹曲變形,材料價(jià)格較貴。該工藝適合成型制造比較復(fù)雜的中小件。
3激光選區(qū)燒結(jié)(Selective Laser Sinering)
激光選區(qū)燒結(jié)(Selective Laser Sintering,簡(jiǎn)稱SLS)是一種將非金屬(或普通金屬)粉末有選擇地?zé)Y(jié)成單獨(dú)物體的工藝。該法采用CO:激光器作為能源,目前使用的在加工室的底部裝備了兩個(gè)圓筒:
1)一個(gè)是粉末補(bǔ)給筒,它內(nèi)部的活塞被逐漸地提升通過(guò)一個(gè)滾動(dòng)機(jī)構(gòu)給零件造型筒供給粉末;
2)另一個(gè)是零件造形筒,它內(nèi)部的活塞(工作臺(tái))被逐漸地降低到熔結(jié)部分形成的地方。
首先在工作臺(tái)上均勻鋪上一層很薄(l00~200μm)的粉末,激光束在計(jì)算機(jī)控制下按照零件分層輪廓有選擇性地進(jìn)行燒結(jié),從而使粉末固化成截面形狀,一層完成后工作臺(tái)下降一個(gè)層厚,
最佳回答:
VANTICO SL7560 (乳白色,質(zhì)感好, 強(qiáng)度佳, 韌性小,零件小和薄壁時(shí)呈現(xiàn)脆性)
3D Systems公司的其立體激光成形材料Accura Si 40可以達(dá)到ABS工程塑料的膨脹、彎曲性能;有著與ABS工程塑料相同的耐高溫性能,是第一種既具有高耐熱性、又有韌性的材料,適用于汽車應(yīng)用,其性能與尼龍66相似。部件透明,具有高的勁度和適中的伸長(zhǎng)率,能被鉆孔,攻螺紋和用螺栓連接。
光固化立體造型原料?
Accura® Bluestone™
異常堅(jiān)硬和抵受熱力達(dá)250°C的環(huán)境。
Accura® si 50 (Color : Natural / Grey)
精確及抗磨損的SL原料, 近似ABS注塑料 (顏色 : 原白色 或 灰色)。
Accura® si 45HC
高速,耐熱和耐潮的原料, 用于3D Systems' SLA®250系統(tǒng)制作功能原型, 有尼龍6:6的塑膠特性。
Accura® si 40
結(jié)合堅(jiān)韌及耐高溫特性,穩(wěn)定精確的SL原料。
Accura® si 30
高延展性帶有適中硬度,卓越的精細(xì)特征制作能力,低粘度容易清洗。
Accura® si 20
抗磨損并提供高壓坯強(qiáng)度, 具有令人滿意的產(chǎn)能及耐潮性,在按扣裝配及矽膠復(fù)模應(yīng)用上的理想原料。
Accura® si 10
結(jié)合高壓坯強(qiáng)度、耐潮性并在不影響速度下?lián)碛芯_、高質(zhì)量的部件,適用于“QuickCast”式樣用作熔模鑄造。
Accura® Amethyst®
制作高品質(zhì)、精確珠寶式樣,精美細(xì)致的原版模型,并何用作直接鑄件。
DSM Somos ProtoTherm 14120光敏樹(shù)脂是一種用于SL成型機(jī)的高速液態(tài)光敏樹(shù)脂,能制作具有高強(qiáng)度、耐高溫、防水等功能的零件。用此材料制作的零部件外觀呈現(xiàn)為乳白色。Somos ProtoTherm 14120光敏樹(shù)脂與其它耐高溫光固化材料不同的是:此材料經(jīng)過(guò)后期高溫加熱后,拉伸強(qiáng)度明顯增大,同時(shí)斷裂延伸率仍然保持良好。這些性能使得此材料能夠理想地應(yīng)用于汽車及航空等領(lǐng)域內(nèi)需要耐高溫的重要部件上。
其他答案1:
3D Systems公司的其立體激光成形材料Accura Si 40可以達(dá)到ABS工程塑料的膨脹、彎曲性能;有著與ABS工程塑料相同的耐高溫性能,是第一種既具有高耐熱性、又有韌性的材料,適用于汽車應(yīng)用,其性能與尼龍66相似。部件透明,具有高的勁度和適中的伸長(zhǎng)率,能被鉆孔,攻螺紋和用螺栓連接。
光固化立體造型原料?
Accura® Bluestone™
異常堅(jiān)硬和抵受熱力達(dá)250°C的環(huán)境。
Accura® si 50 (Color : Natural / Grey)
精確及抗磨損的SL原料, 近似ABS注塑料 (顏色 : 原白色 或 灰色)。
Accura® si 45HC
高速,耐熱和耐潮的原料, 用于3D Systems' SLA®250系統(tǒng)制作功能原型, 有尼龍6:6的塑膠特性。
Accura® si 40
結(jié)合堅(jiān)韌及耐高溫特性,穩(wěn)定精確的SL原料。
Accura® si 30
高延展性帶有適中硬度,卓越的精細(xì)特征制作能力,低粘度容易清洗。
Accura® si 20
抗磨損并提供高壓坯強(qiáng)度, 具有令人滿意的產(chǎn)能及耐潮性,在按扣裝配及矽膠復(fù)模應(yīng)用上的理想原料。
Accura® si 10
結(jié)合高壓坯強(qiáng)度、耐潮性并在不影響速度下?lián)碛芯_、高質(zhì)量的部件,適用于“QuickCast”式樣用作熔模鑄造。
Accura® Amethyst®
制作高品質(zhì)、精確珠寶式樣,精美細(xì)致的原版模型,并何用作直接鑄件。
其他答案2:
37963570 軟件共享群 歡迎大家加入喔
其他答案1:
兩個(gè)都好,各有千秋。光固化的方便點(diǎn)
最佳回答:
SLA的工藝過(guò)程:光固化成型的制作一般可以分為前處理、原型制作和后處理三階段。(1)前處理階段主要是對(duì)原型的CAD模型進(jìn)行數(shù)據(jù)轉(zhuǎn)換、確定擺放方位、施加支撐和切片分層,實(shí)際上就是為原型的制作準(zhǔn)備數(shù)據(jù)。(2)光固化成型過(guò)程是在專用的光固化快速成型設(shè)備系統(tǒng)上進(jìn)行。早原型制作前,需要提前啟動(dòng)光固化快速成型設(shè)備系統(tǒng),使得樹(shù)脂材料的溫度達(dá)到預(yù)設(shè)的合理溫度,激光器點(diǎn)燃后也需要一定的穩(wěn)定時(shí)間。(3)1、清洗模型,去除多余的液態(tài)樹(shù)脂。2、去除并修整原型的支撐。3、去除逐層硬化形成的臺(tái)階。4、后固化處理。 本文由湖南華曙高科手板模型小編整理完成。