

| 產品規格及說明 | |
|---|---|
| 設備品牌:帝龍 | 設備型號:JS75B |
| 訂購價格:電話/面議 | 交貨日期:3~30/工作日 |
| 規格:JS75B | 適用原料:輻照 |
| 螺桿數:雙螺桿 | 重量:2100(kg) |
| 旋轉刀數:4(把) | 產品用途:造成顆粒 |
| 回旋直徑:71(mm) | 加熱功率:20(kw) |
| 螺桿直徑:71(mm) | 售后服務:質保一年 |
| 固定刀數量:2(把) | 進料口直徑:71(mm) |
| 螺桿長度:2300(mm) | 外形尺寸:2145(mm) |
| 濾篩板孔徑:600(mm) | 電動機功率:110(kw) |
| 切刀轉速:300(r/min) | 機器中心高:2100(㎜) |
| 產品別名:輻照交聯造粒機 | 鍋體容積:215(L(升)) |
| 是否跨境出口專供貨源:否 | 生產能力:400-600(kg/h) |
| 產品標簽:河北輻照交聯,輻照交聯造粒機,料造粒機輻照交聯,輻照交聯造粒機交聯 | |
| 咨詢熱線:13715339029 | 售后服務:13715339029 |
| 技術咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |
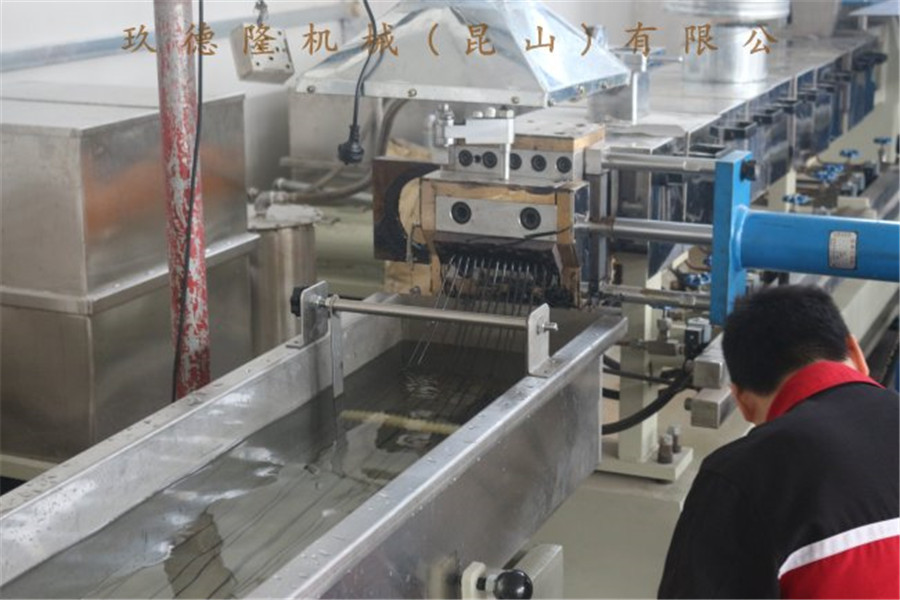
輻照交聯造粒機造粒工藝:
高混機—-螺旋自動上料機——雙螺桿造粒機——-冷卻水槽——-吹干機——-切粒;
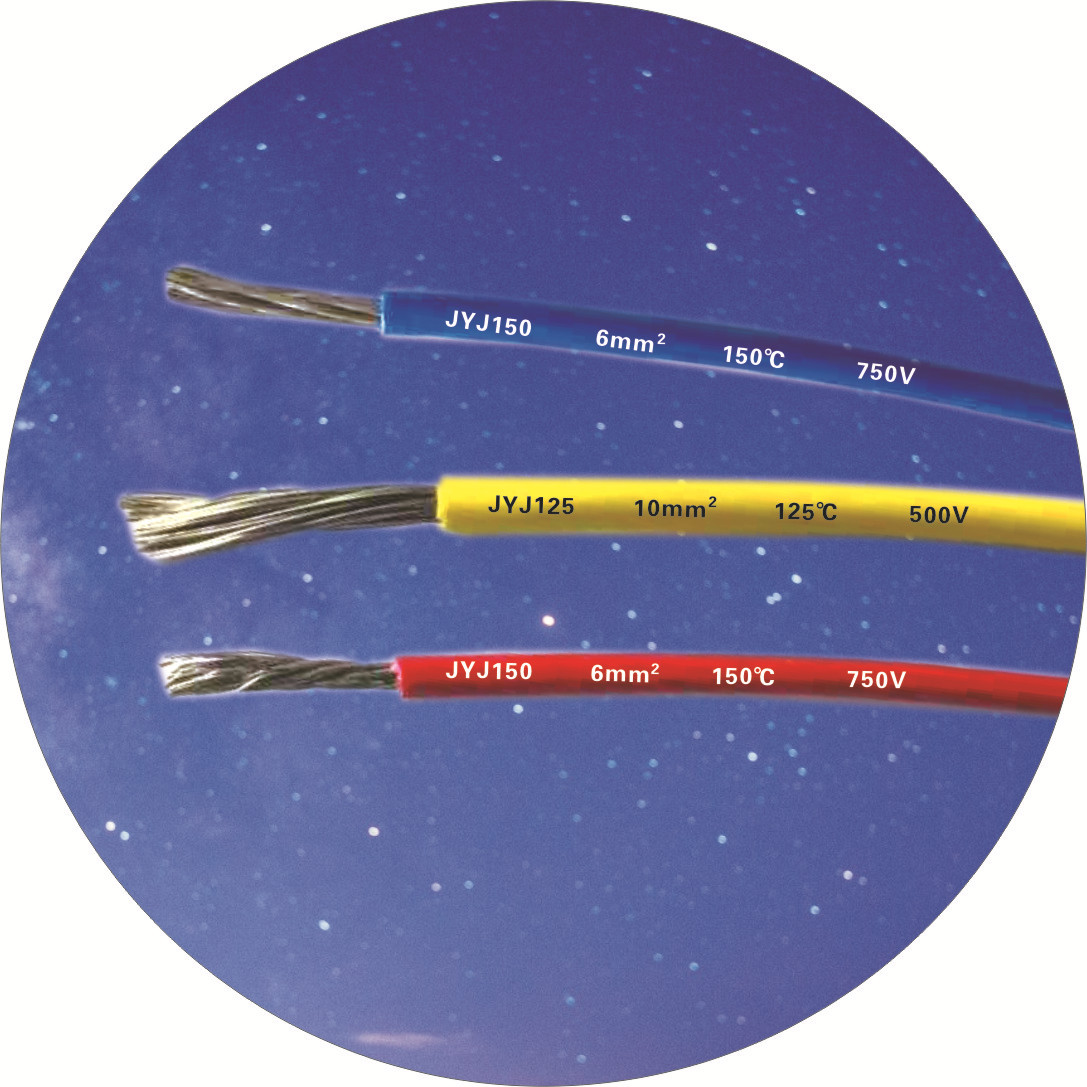
耐腐蝕性,電絕緣性(尤其高頻絕緣性)優良,可以氯化,輻照改性,可用玻璃纖維增強.低壓聚乙烯的熔點,剛性,硬度和強度較高,吸水性小,有良好的電性能和耐輻射性;高壓聚乙烯的柔軟性,伸長率,沖擊強度和滲透性較好;超高分子量聚乙烯沖擊強度高,耐疲勞,耐磨.低壓聚乙烯適于制作耐腐蝕零件和絕緣零件;高壓聚乙烯適于制作薄膜等;超高分子量聚乙烯適于制作減震,耐磨及傳動零件.
成型性能:
1.結晶料,吸濕小,不須充分干燥,流動性極好流動性對壓力敏感,成型時宜用高壓注射,料溫均勻,填充速度快,保壓充分.不宜用直接澆口,以防收縮不均,內應力增大.注意選擇澆口位置,防止產生縮孔和變形.
2.收縮范圍和收縮值大,方向性明顯,易變形翹曲.冷卻速度宜慢,模具設冷料穴,并有冷卻系統.
3.加熱時間不宜過長,否則會發生分解,灼傷.
4.軟質塑件有較淺的側凹槽時,可強行脫模.
5.可能發生融體破裂,不宜與有機溶劑接觸,以防開裂.
硅烷的用量直接影響交聯程度。
凝膠質量分數一直隨硅烷的用量平緩增加,但是最大的交聯度也小于30 %。
凝膠質量分數在硅烷的用量少于3份時,隨硅烷用量的增加而增加,并在硅烷用量達到3份時達到了最大點,之后略有下降。說明在硅烷未能有效的與EVA進行接枝反應,產生的部分凝膠只能是EVA與硅烷發生了部分交聯反應或者是直接與過氧化物進行了交聯。
出現接枝飽和點,低于此飽和點的用量將明顯的縮減交聯度,而高于此飽和點的用量并不能增加交聯度,多余的硅烷游離在EVA中,不但不能改善材料的性能,甚至可能形成弱應力點,
輻照交聯造粒機硅烷用量和凝膠質量分數的關系:
硅烷用量與拉伸強度和斷裂伸長率之間的關系。隨體系的交聯度的提高,分子鏈之間的相對運動困難,相當于提高了分子鏈的剛性,使拉伸強度上升,斷裂伸長率下降。
引發劑的影響
引發劑用量與凝膠質量分數的關系,用量少,得到的凝膠質量分數會明顯降低,無法改善材料的交聯性能;但用量過多,凝膠質量分數也出現下降的趨勢。



其他答案1:
1.PVC電纜料造粒機:高速混合機—雙螺桿造粒機—單螺桿造粒機—對吹式風冷模1371533902913715339029e58685e5aeb13715339029面熱切機頭—二級旋風分離器—風冷振動篩—成品料倉
2.低煙無鹵電纜料造粒機:密煉機—提升機—錐雙喂料機—雙螺桿造粒機—單螺桿造粒機—對吹式風冷模面熱切機頭—三級旋風分離器—風冷振動篩—成品料倉
3.化學交聯電纜料造粒機:高速混合機(也可采用自動電子計量稱)—雙螺桿造粒機—單螺桿造粒機—偏心水霧切粒機頭—離心脫水機—一級旋風—沸騰床—成品料倉
4.內外屏蔽電纜料造粒機:密煉機—提升機—雙腕喂料機—單螺桿造粒機—水環模面熱切機頭—離心脫水機—振動篩—高速混合機—沸騰床—成品料倉
5.硅烷交聯電纜料造粒機:高混機——-雙螺桿造粒機——–搖罐——–真空包裝
6.橡膠電纜料造粒機:密煉機—-提升機——雙腕喂料機———單螺桿造粒機——–隔離劑喂料系統—-對吹熱切機頭—–一級旋風分離器———二級旋風分離器——-隔離劑回收系統——-加長風冷振動篩——成品料倉
7.CPE電纜料造粒機:工藝同6的相同

”pvc電纜料造粒機,試驗型密煉機試驗型密煉機瑞誠密煉機瑞誠密煉機塑料粉碎機塑料粉碎機
href="http://m.qiuliya10.cn/product.asp">塑料破碎機瑞誠橡塑塑料破碎機
href="http://m.qiuliya10.cn/product.asp">瑞誠橡塑塑料擠出機瑞誠橡塑塑料擠出機
href="http://m.qiuliya10.cn/product.asp">瑞誠橡塑塑料押出機瑞誠橡塑塑料押出機
href="http://m.qiuliya10.cn/product.asp">瑞誠橡塑塑料混料機塑料混料機
href="http://m.qiuliya10.cn/product.asp">瑞誠橡塑塑料顆粒機瑞誠橡塑塑料顆粒機
href="http://m.qiuliya10.cn/product.asp">瑞誠橡塑塑料再生造粒機瑞誠橡塑塑料再生造粒機
href="http://m.qiuliya10.cn/product.asp">瑞誠橡塑塑料塑料回收造粒機瑞誠橡塑塑料回收造粒機
href="http://m.qiuliya10.cn/product.asp">瑞誠橡塑塑料造粒機設備瑞誠橡塑塑料造粒機設備”
最佳回答:
PVC電纜料造粒機將PVC物料投入高混機混2113煉后,經螺旋上料機將粉狀5261物料投入GLS-上階4102平行雙螺桿擠出GLD-上階平行雙螺桿擠出機將物1653料混合均勻,溫度為140-160℃的狀態下完成塑化混煉、充分分散均勻。最后擠出的混合物料成為熔融體(溫度在130-140℃),直接落入大口徑GLD-下階單螺桿擠出機。
GLD-下階單螺桿擠出機將120℃的熔體,在低轉速、高壓和冷卻狀態下完成擠出造粒。擠出時溫度已降至120-140℃。這時才能完成風冷模面熱切粒,而且保證在切粒過程中不粘粒。風冷模面熱切切下的粒子,經過二級風冷旋風分離器的冷卻,粒子溫度降至35-40℃,再經過風冷加長振動篩,將粒子溫度降至室溫以便送入成品料倉進行包裝。
PVC電纜料造粒機生產流程:高混機—-螺旋自動上料機——雙螺桿造粒機———-單螺桿造粒機——–對吹熱切機頭—–一級旋風分離器———二級旋風分離器——-加長風冷振動篩——成品料倉。
其他答案1:
舟山市通bai發機械有限公司,生產錐du形同向雙螺桿電zhi纜料造粒機dao,國家發明專利(ZL13715339029.3),無需密煉專,成屬功代替雙階式造粒機組,具有高產省電的優點,產品性能達到國際指標。13715339029
其他答案2:
在163新聞上看到知杭塑料機械廠的介紹,應該還不錯吧,你百度一下知杭塑料機械廠看看,造粒機好像也有新聞介紹!
最佳回答:
化學交聯電纜料造粒機由電子稱、螺桿和料筒三部分組成,一般螺桿分為三段即加料段,壓縮段,均化段。

最佳回答:
不知來道你是想做什么樣自的電纜料 PVC電纜2113料 經典雙螺桿造粒機 接單螺5261桿擠4102出機1653
低煙無鹵 經典密煉機 接雙螺桿 或者 雙錐 再接單螺桿擠出
硅烷交聯 分一步法 和 兩步法 一步法簡單 不用擠出 兩步得分別造粒的
雙螺桿分散好 但是產量有限 往復機產量高 但是分散可能差一點的
其他答案1:
順民廢舊塑料再生造粒機特點:
1.廢舊塑料再生造粒機外觀采用國際流行色,美觀大方。
2.所有回收料經分類和破碎清洗后不需甩干或烘、曬干,即可生產,干濕兩用。
3.廢舊塑料再生造粒機充分利用高壓磨擦不間斷升溫系統,自動加熱生產,避免了連續加熱
4.廢舊塑料再生造粒機采用分體全自動配電系統,確保電機安全正常運轉。
5.廢舊塑料再生造粒機螺桿料筒均采用進口高強度優質碳素結構鋼制造,經久耐用。
6.廢舊塑料再生造粒機從原料破碎、清洗、進料到制成顆粒均為自動化。
塑料再生造粒子母機塑料再生造粒子母機主要用于加工廢舊塑料薄膜、編織袋、方便袋、盆、桶、飲料瓶、家具、日常用品等,適用于絕大部分常見的廢舊塑料,是廢舊塑料再生行業用途最廣,使用最廣泛,最受用戶歡迎的塑料再生加工機械。
塑料再生造粒子母機特點:
1.所有回收料經分類和破碎清洗后不需甩干或烘、曬干,即可生產,干濕兩用。
2.從原料破碎、清洗、進料到制成顆粒均為自動化。
3.充分利用高壓磨擦不間斷升溫系統,自動加熱生產,避免了連續加熱,省電節
4.采用分體全自動配電系統,確保電機安全正常運轉
5.螺桿料筒均采用進口高強度優質碳素結構鋼制造,經久耐用。
6.機器外觀采用國際流行色,美觀大方。
7.產量大,顆粒熟化程度高。
廢舊塑料再生造粒機械廢舊塑料再生造粒機改變了廢塑料不能一次成型的歷史。廢舊塑料再生造粒機械是廢舊塑料回收造粒的主要設備,干、濕兩用,它的排氣、排水、穩壓、不停機換網國內領先。加配模頭后,還能生產膜、板、管、絲、型材等,綜合性能優于國內現有其它機型,噸成本相比降低30%左右。
其他答案1:
密煉雙階式造粒bai機主要用于橡塑和工du程樹脂zhi的填充、共混、改性、增dao加、氯化、聚回丙烯和高吸水性樹脂答的加工;可降解母粒、聚酰胺縮聚、聚氨脂加聚反應的擠出;碳粉、磁粉的造粒,電纜用絕緣料、護套料、低煙無鹵阻燃型PVC電纜料及各種硅烷交聯料的制備等,小機型主要用于科研和教學。

其他答案1:
將雙螺桿2113高速,強混煉與單螺桿低5261速4102,低溫,弱剪切特性相1653結合,揚長避短版,是當今熱敏性,剪權敏性物料高效配混改性的首選機型。適用于:PVC電纜料造粒機,鞋底料,透明瓶料,醫用料,低煙無鹵或無鹵阻燃電纜料,EVA屏蔽料,PE/EVA炭黑母粒等各種交聯電纜料,輻照交聯電纜料的生產。此套設備具有下列優點:優良的混煉效果及溫度控制容易。使用較小的電力和占地面積。原料的混煉及制粒流程是全自動(自動連線控制),減少人員操作。此套設備不需要特殊的操作技術,生產高品質的產品而操作簡單。具有優良的安全性。溫度控制容易,因此減少原料的損害及變質。

其他答案1:
以聚氯乙烯為基礎樹脂,添加環保型的鈣/鋅復合穩定劑、 鄰苯二甲酸二辛酯、鄰苯二甲酸二異癸酯 對苯二甲酸二辛酯、
偏苯三酸三辛酯增塑劑等添加劑,制備了環保型電纜料。試驗及測試結果表明,電纜料不含對人體和環境有害的鎘、鉻、汞等重金屬及多溴聯苯和多溴聯苯醚類的有害物質;鉛含量為35ppm,符合
RoHS標準;機械性能和電性能滿足聚氯乙烯電纜料國家標準GB/T8815-2002要求。
普通軟聚氯乙烯(PVC)電纜料易于加工,性能優越,具有優異的電氣絕緣性能,在低壓電線電纜方面用量很大。但普通PVC電纜料因含有一定量的鉛、鎘等有害物質,成為制約PVC在電氣設備、基礎設施等場合應用的重要因素。目前國內外對環保型電纜料的需求很大,歐美等發達國家已相繼制定出鉛、鎘、汞等重金屬元素和多溴聯苯類等對環境有害物質的環保標準。軟PVC電纜料無鉛無毒化已是大勢所趨,環保型PVC電纜料的開發已成為當前PVC電纜料開發和生產的主要品種。本文研究了環保型軟PVC電纜料的配方,工藝及其性能。
其他答案2:
聚氯乙烯絕緣電纜料
聚氯乙烯護套電纜料
阻燃聚氯乙烯絕緣電纜料
阻燃聚氯乙烯護套電纜料
聚氯乙烯彈性體電纜料
聚氯乙烯戶外架空絕緣電纜
其他分類

其他答案1:
電纜料抄造粒機可分為PVC電纜料造粒機機,低煙無鹵bai電纜料造粒du機,內外zhi屏蔽電纜料造粒機,化學交聯電纜料造粒機,硅烷dao交聯電纜料造粒機,橡膠電纜料造粒機,CPE電纜料造粒機不同的電纜料造粒機,配置都有所不同.大致分為以下幾種

最佳回答:
電纜線皮一般的PVC.HDPE.LDPE.EVA等;不同用途的電纜所用塑料不同。造粒機一般的根據你對產量,機械品質要求不同,一般的單機3~8萬,子母機或三節機一般就8~18萬。根據不同配置而定。